


金属网纹辊的加工工艺
作者: 时间:2019-12-310次浏览
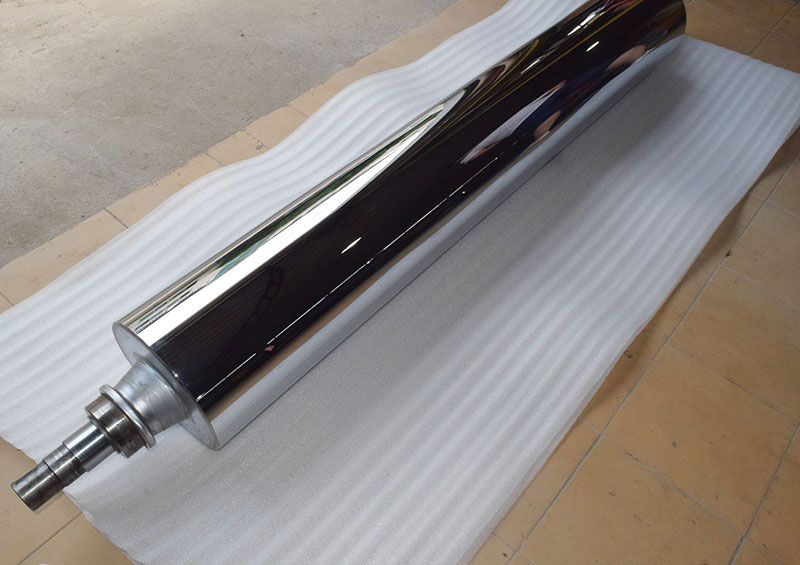
1、金属网纹辊介绍
网纹辊种类及性能按表面材质有金属和陶瓷两种类型。
金属网纹辊一般是用普通的20#无缝钢管作为基材,经滚压形成网纹再镀镍、铜、硬铬而成。一般选用壁厚15-20mm的无缝钢管,20#钢较软易于用金属滚刀滚压,若钢材号高硬度大滚花刀滚不动。选用无缝管的目的是管的质地均匀一致无焊口,否则滚花会出现网纹深度不一致导致传墨量不均匀。无缝管壁厚选取15-20mm的目的有两个,一是滚花刀滚压时力量较大,钢管壁薄会将管 顶弯;二是网纹辊使用一定转数后表面磨损,可以将磨损的网纹车掉重新滚花再次使用,这样节约成本,一般可重复滚花4-5次,每次需车掉0.4mm左右。
2、金属网纹辊的机械加工工艺
(1)车。用高精度车床将钢辊表面进行粗车和精车。
(2)磨。车床加工的表面光滑度、直线度、椭圆度不够精确,经磨床加工使表面光滑度达到标准。
3、金属网纹辊机械加工后的质量要求
(1)钢辊的表面清洁光滑、无凹痕、无锈斑。
(2)钢辊的直线度和椭圆度要达到不同印刷品质量要求。
(3)有足够的壁厚,印刷时辊不会弯曲变形,还要进行动平衡处理。
(4)金属网纹辊的滚压。精磨后的钢辊架在车床上,用滚花刀具从一端连续向另一端滚压,中间不能停顿、不能出现接刀痕迹。滚花刀是根据客户需求选择不同的花型也就是网纹的网穴形状。机械滚压的线数一般为50-360l/in,线数要求再高要用陶瓷网纹辊激光雕刻。滚压网型有六角形、六角连通形、四角金字塔形、沟槽形。20#的钢辊表面滚压后网穴的边缘会翘起凸出的边,再用磨床加工磨去凸棱,将网穴内部清理干净送去电镀。

 扫一扫,进入手机旺铺
扫一扫,进入手机旺铺